马дёҠжіЁеҶҢе…ҘдјҡпјҢз»“дәӨ专家еҗҚжөҒпјҢдә«еҸ—иҙөе®ҫеҫ…йҒҮпјҢи®©дәӢдёҡз”ҹжҙ»еҸҢиөўгҖӮ
жӮЁйңҖиҰҒ зҷ»еҪ• жүҚеҸҜд»ҘдёӢиҪҪжҲ–жҹҘзңӢпјҢжІЎжңүеёҗеҸ·пјҹз«ӢеҚіжіЁеҶҢ


x
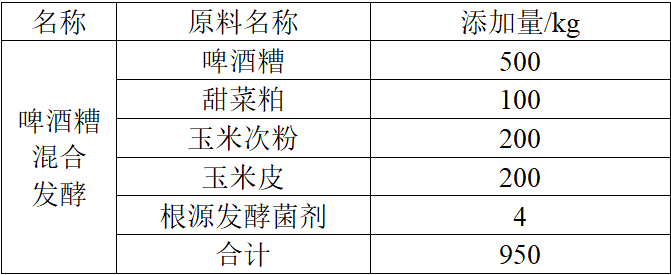
гҖҖгҖҖе•Өй…’зіҹжҳҜе•Өй…’й…ҝйҖ иҝҮзЁӢдёӯдә§з”ҹзҡ„жңҖдё°еҜҢзҡ„еүҜдә§е“ҒпјҢеҚ е•Өй…’е·Ҙдёҡеәҹејғзү©е’ҢеүҜдә§зү©зҡ„85%гҖӮжҲ‘еӣҪе•Өй…’зіҹдә§йҮҸе·ЁеӨ§пјҢе№ҙдә§йҮҸе·Із»Ҹи¶…иҝҮ1000еӨҡдёҮеҗЁпјҢ并且иҝҳеңЁдёҚж–ӯеўһеҠ гҖӮеңЁйҘІж–ҷеҺҹж–ҷиө„жәҗзҹӯзјәзҡ„еҪ“дёӢпјҢеҝ…йЎ»еҜ№е•Өй…’зіҹиҝӣиЎҢиө„жәҗеҢ–еҲ©з”ЁгҖӮ гҖҖгҖҖ01е•Өй…’зіҹзҡ„иҗҘе…»д»·еҖј гҖҖгҖҖе•Өй…’зіҹдё»иҰҒз”ұ30%-50%зІ—зәӨз»ҙгҖҒ19%-30%зІ—иӣӢзҷҪиҙЁгҖҒ10%зІ—и„ӮиӮӘе’Ң2%-5%зҒ°еҲҶз»„жҲҗпјҢе…¶дёӯиҝҳеҜҢеҗ«жңүжңәй…ёгҖҒз»ҙз”ҹзҙ гҖҒй…¶гҖҒй…өжҜҚзӯүпјҢиҗҘе…»д»·еҖјиҫғй«ҳпјҢжҳҜдёҖз§ҚжҪңеңЁзҡ„дјҳиҙЁйҘІж–ҷеҺҹж–ҷгҖӮ гҖҖгҖҖдҪҶе•Өй…’зіҹдёӯеҗ«жңүиҫғй«ҳж°ҙе№ізҡ„зІ—зәӨз»ҙе’ҢжҠ—иҗҘе…»еӣ еӯҗпјҢзӣҙжҺҘйҘІе–ӮдјҡеҪұе“ҚеҠЁзү©зҡ„ж¶ҲеҢ–еҗёж”¶пјҢеҜ№еҠЁзү©з”ҹй•ҝжҖ§иғҪдёҚеҲ©пјҢиҝҷйҷҗеҲ¶дәҶе•Өй…’зіҹзӣҙжҺҘдҪңдёәйҘІж–ҷеҺҹж–ҷзҡ„еҸҜиЎҢжҖ§гҖӮеҗҢж—¶е®ғжҳҜе•Өй…’еҺӮйәҰиҠҪиҝӣиЎҢзі–еҢ–е·ҘиүәиҝҮж»ӨеҗҺзӣҙжҺҘеҫ—еҲ°зҡ„ж»ӨжёЈпјҢжІЎжңүз»ҸиҝҮй…ҝй…’еҸ‘й…өеӨ„зҗҶпјҢеҰӮжһңдёҚиғҪеҸҠж—¶е–Ӯз•ңзҰҪжҲ–еҜҶе°ҒпјҢеҲҷеҫҲе®№жҳ“ж»Ӣз”ҹжңүе®іжқӮиҸҢпјҢдә§з”ҹж°Ёе‘іе’Ңз”Ій…ҡгҖҒеҗІе“ҡгҖҒ3-з”ІеҹәеҗІе“ҡзӯүпјҢжқӮе‘ідёӣз”ҹгҖӮ гҖҖгҖҖ02еӣәдҪ“еҸ‘й…өж”№е–„е•Өй…’зіҹе“ҒиҙЁ гҖҖгҖҖеӣәжҖҒеҸ‘й…өжҳҜдёҖз§Қжңүж•ҲеҸҜиЎҢзҡ„еәҹејғзү©йҘІж–ҷеҢ–жҠҖжңҜпјҢе…·жңүз”ҹдә§жҲҗжң¬дҪҺгҖҒзҺҜеўғеҸӢеҘҪзӯүиҜёеӨҡдјҳзӮ№гҖӮе•Өй…’зіҹз»ҸеҸ‘й…өеҗҺдёҚд»…еҸҜд»Ҙ延й•ҝе…¶еӮЁеӯҳжңҹпјҢиҝҳиғҪеӨҹжҸҗй«ҳзІ—иӣӢзҷҪгҖҒй…ҡзұ»еҢ–еҗҲзү©е’ҢеҸҜжә¶жҖ§зі–зҡ„еҗ«йҮҸпјҢйҷҚдҪҺзІ—зәӨз»ҙе’ҢжҠ—иҗҘе…»еӣ еӯҗзҡ„еҗ«йҮҸпјҢж”№е–„йҖӮеҸЈжҖ§гҖӮ гҖҖгҖҖ2.1зәҜе•Өй…’зіҹеҸ‘й…ө гҖҖгҖҖзәҜе•Өй…’зіҹеҸ‘й…өеүҚеҗҺзҡ„常规иҗҘе…»жҲҗеҲҶеҰӮиЎЁ1жүҖзӨәпјҢеҸ‘й…өеҗҺзҡ„е•Өй…’зіҹеҗ«ж°ҙйҮҸгҖҒзІ—и„ӮиӮӘе’ҢзІ—зәӨз»ҙеҗ«йҮҸеҲҶеҲ«йҷҚдҪҺдәҶ0.7%гҖҒ1.07%е’Ң4.94%пјҢзІ—иӣӢзҷҪгҖҒж— ж°®жөёеҮәзү©гҖҒй’ҷгҖҒзЈ·гҖҒж¶ҲеҢ–иғҪгҖҒд»Ји°ўиғҪе’ҢеҸҜж¶ҲеҢ–иӣӢзҷҪеҲҶеҲ«жҸҗеҚҮдәҶ2.1%гҖҒ3.78%гҖҒ0.43%гҖҒ0.35%гҖҒ0.58 Mcal/kgгҖҒ0.46 Mcal/kgе’Ң6.22%пјҢеҗҢж—¶жңүдёҖиӮЎжө“жө“зҡ„жӣІйҰҷе‘іпјҢеёҰжңүз”ңйҰҷе‘іпјҢеҠЁзү©йқһеёёе–ңж¬ўйҮҮйЈҹгҖӮ иЎЁ1 зәҜе•Өй…’зіҹеҸ‘й…өеүҚеҗҺзҡ„иҗҘе…»жҲҗеҲҶеҜ№жҜ” гҖҖгҖҖ然иҖҢе•Өй…’зіҹеҗ«ж°ҙйҮҸиҫғй«ҳпјҢзәҰ80%е·ҰеҸіпјҢзәҜе•Өй…’зіҹеҸ‘й…өеҜ№дәҺеҫҲеӨҡе…»ж®–з”ЁжҲ·жқҘиҜҙдҪҝз”ЁдёҚдҫҝгҖӮеҜ№дәҺиҝҷйғЁеҲҶз”ЁжҲ·пјҢеҸҜд»ҘиҖғиҷ‘е•Өй…’зіҹзҡ„ж··еҗҲеҸ‘й…өпјҢеҸ‘й…өеҗҺж°ҙеҲҶзәҰ40-45%пјҢж°”е‘ійҰҷз”ңпјҢзү©ж–ҷжқҫж•ЈпјҢдҫҝдәҺдҪҝз”ЁгҖӮ гҖҖгҖҖ2.2е•Өй…’зіҹж··еҗҲеҸ‘й…ө гҖҖгҖҖеҸ‘й…өж–№жі•пјҡе°Ҷж №жәҗеҸ‘й…өиҸҢеүӮдёҺе°‘йҮҸж°ҙе……еҲҶж··еҢҖпјҢеӨҮз”Ёпјӣдҫқж¬Ўе°Ҷе•Өй…’зіҹгҖҒз”ңиҸңзІ•гҖҒзҺүзұіж¬ЎзІүе’ҢзҺүзұізҡ®жҠ•е…ҘеҲ°ж··еҗҲжңәеҶ…ж··еҗҲ1minпјӣжңҖеҗҺжҠҠиҸҢж¶ІжҠ•е…ҘеҲ°ж··еҗҲжңәеҶ…пјҢж··еҗҲж—¶й—ҙдёҚдҪҺдәҺ2minпјҢдҪҝиҸҢж¶Іе……еҲҶжҗ…жӢҢж··еҢҖгҖӮ иЎЁ2 е•Өй…’зіҹж··еҗҲеҸ‘й…өй…Қж–№
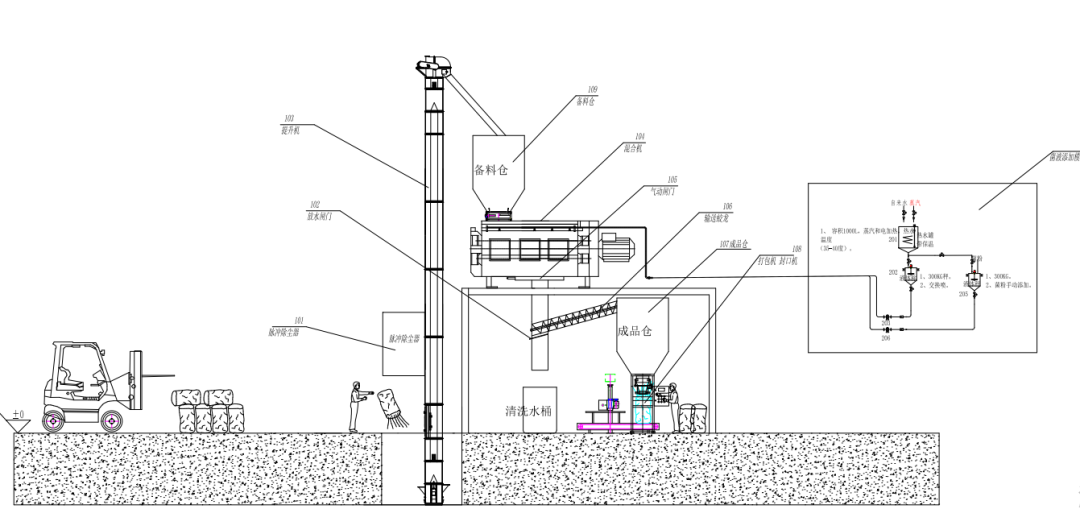
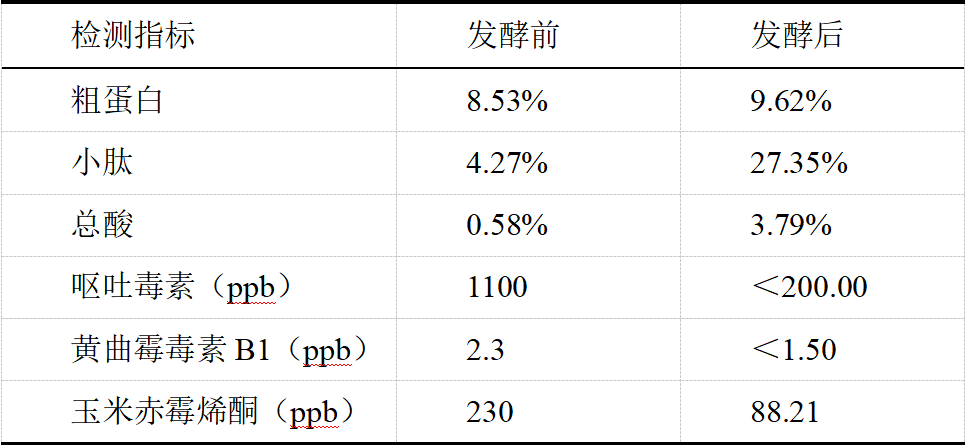
гҖҖгҖҖеҸ‘й…өе®№еҷЁпјҡж №жҚ®еңәең°е®һйҷ…жғ…еҶөеҸҜд»ҘиҖғиҷ‘еҗЁиўӢгҖҒжі•е…°жЎ¶гҖҒеҶ…иҶңиўӢжҲ–иҖ…ж§ҪејҸеҸ‘й…өеқҮеҸҜгҖӮ гҖҖгҖҖеҸ‘й…өж—¶й—ҙпјҡ20в„ғд»ҘдёҠжқЎд»¶дёӢпјҢеҸ‘й…ө3-5еӨ©еҸҜдҪҝз”Ёпјӣжё©еәҰдҪҺдәҺ20в„ғпјҢеҸҜиҖғиҷ‘йҖӮеҪ“延й•ҝеҸ‘й…өе‘ЁжңҹпјҢеӨ©ж°”еҜ’еҶ·зҡ„еӯЈиҠӮйңҖиҰҒиҖғиҷ‘йҮҮеҸ–дҝқжё©жҺӘж–ҪпјҢйҳІжӯўеҸ‘й…өеӨұиҙҘгҖӮ гҖҖгҖҖжіЁйҮҠ:жңҲдә§1000TеҸ‘й…өж–ҷи®ҫеӨҮжҖ»еҚ ең°йқўз§Ҝ<40е№і(й•ҝ7m е®Ҫ5m)й«ҳвүҘ8.5зұіпјҢ(еёҰеӨҮж–ҷд»“е…ЁиҮӘеҠЁз”ҹдә§зҡ„жғ…еҶөдёӢ)е…·дҪ“й…ҚзҪ®еҸҠиҰҒжұӮж №жҚ®е®ўжҲ·иҰҒжұӮеҸҜйҖүй…ҚгҖӮ еӣҫ1 е•Өй…’зіҹж··еҗҲеҸ‘й…өи®ҫеӨҮ гҖҖгҖҖе•Өй…’зіҹж··еҗҲеҸ‘й…өеүҚеҗҺжҲҗеҲҶеҜ№жҜ”еҰӮиЎЁ3жүҖзӨәпјҢе•Өй…’зіҹз»Ҹж··еҗҲеҸ‘й…өеҗҺпјҢзІ—иӣӢзҷҪгҖҒе°ҸиӮҪе’ҢжҖ»й…ёеҗ«йҮҸеҲҶеҲ«еҚҮй«ҳдәҶ1.09%гҖҒ23.08%е’Ң3.21%пјҢе‘•еҗҗжҜ’зҙ гҖҒй»„жӣІйңүжҜ’зҙ B1е’ҢзҺүзұіиөӨйңүзғҜй…®зҡ„еҗ«йҮҸеқҮжҳҫзқҖйҷҚдҪҺпјҢжҸҗй«ҳиҗҘе…»жҲҗеҲҶзҡ„еҗҢж—¶д№ҹйҷҚдҪҺдәҶеҺҹж–ҷдёӯжҜ’зҙ зҡ„еҗ«йҮҸгҖӮ иЎЁ3 е•Өй…’зіҹж··еҗҲеҸ‘й…өеүҚеҗҺжҲҗеҲҶеҜ№жҜ” гҖҖгҖҖ03е°Ҹз»“ гҖҖгҖҖеҸ‘й…өе•Өй…’зіҹдёӯеӯҳеңЁеӨҡз§Қй…¶зұ»пјҢеҸҜжҸҗй«ҳиҗҘе…»жҲҗеҲҶзҡ„ж¶ҲеҢ–еҲ©з”ЁзҺҮпјҢдёҖе®ҡзЁӢеәҰдёҠйҷҚи§ЈеҺҹж–ҷдёӯзҡ„жҠ—иҗҘе…»еӣ еӯҗе’Ңжңүе®іжҲҗеҲҶпјҢд»ҺиҖҢжҸҗеҚҮе…¶ж•ҙдҪ“зҡ„иҗҘе…»д»·еҖјпјҢйҖӮйҮҸж·»еҠ еҸ‘й…өе•Өй…’зіҹеҸҜд»Ҙдҝғиҝӣз•ңзҰҪз”ҹй•ҝжҲ–еңЁдёҚеҪұе“Қз•ңзҰҪз”ҹй•ҝжҖ§иғҪзҡ„жғ…еҶөдёӢж”№е–„з»ҸжөҺ收зӣҠгҖӮпјҲжқҘжәҗпјҡж №жәҗз”ҹзү©пјү
| 
 ж—әеӯЈдёҚж—ә еҪ“еүҚз”ҹзҢӘеёӮ
ж—әеӯЈдёҚж—ә еҪ“еүҚз”ҹзҢӘеёӮ д»ҺеҪ“еүҚеӣҪеҶ…зҺүзұіеёӮеңәең°
д»ҺеҪ“еүҚеӣҪеҶ…зҺүзұіеёӮеңәең° з®Ўж¶ӣпјҡзү№жң—жҷ®еӣһеҪ’еҜ№дёӯ
з®Ўж¶ӣпјҡзү№жң—жҷ®еӣһеҪ’еҜ№дёӯ д»ҺеўғеӨ–з»ҸйӘҢзңӢиӮЎеёӮе№іеҮҶ
д»ҺеўғеӨ–з»ҸйӘҢзңӢиӮЎеёӮе№іеҮҶ йҷҲжқҺпјҡеҰӮжһңзү№жң—жҷ®иҰҒжұӮ
йҷҲжқҺпјҡеҰӮжһңзү№жң—жҷ®иҰҒжұӮ дјҚжҲҲпјҡеўһйҮҸж”ҝзӯ–д№ӢеҗҺ
дјҚжҲҲпјҡеўһйҮҸж”ҝзӯ–д№ӢеҗҺ зІ®йЈҹдё»дә§зңҒпјҲеҢәпјүз§ӢзІ®
зІ®йЈҹдё»дә§зңҒпјҲеҢәпјүз§ӢзІ® 2024е№ҙжІіеҚ—ең°еҢәж–°зҺүзұі
2024е№ҙжІіеҚ—ең°еҢәж–°зҺүзұі йҷўеЈ«дё“家йҪҗиҒҡе№ҝе·һжҺўи®Ё
йҷўеЈ«дё“家йҪҗиҒҡе№ҝе·һжҺўи®Ё еҶңдёҡеҰӮдҪ•еңЁдҝқйҡңзІ®йЈҹе®ү
еҶңдёҡеҰӮдҪ•еңЁдҝқйҡңзІ®йЈҹе®ү й’ҹжӯЈз”ҹпјҡеўһйҮҸж”ҝзӯ–ж•Ҳжһң
й’ҹжӯЈз”ҹпјҡеўһйҮҸж”ҝзӯ–ж•Ҳжһң








 еҸ‘иЎЁдәҺ
еҸ‘иЎЁдәҺ 
 жҸҗеҚҮеҚЎ
жҸҗеҚҮеҚЎ зҪ®йЎ¶еҚЎ
зҪ®йЎ¶еҚЎ
 еҰӮдҪ•жһ„е»әејҳжү¬ж•ҷиӮІе®¶зІҫзҘһзҡ„жңәеҲ¶дҪ“зі»пјҹжҠҠжҸЎеҘҪ
еҰӮдҪ•жһ„е»әејҳжү¬ж•ҷиӮІе®¶зІҫзҘһзҡ„жңәеҲ¶дҪ“зі»пјҹжҠҠжҸЎеҘҪ иҙўж”ҝйғЁпјҡжҸҗеүҚдёӢиҫҫ566дәҝе…ғпјҒ
иҙўж”ҝйғЁпјҡжҸҗеүҚдёӢиҫҫ566дәҝе…ғпјҒ зҺӢдәҡеҚҺпјҡд»Ҙжңүж•ҲжІ»зҗҶжҺЁиҝӣд№Ўжқ‘е…ЁйқўжҢҜе…ҙ
зҺӢдәҡеҚҺпјҡд»Ҙжңүж•ҲжІ»зҗҶжҺЁиҝӣд№Ўжқ‘е…ЁйқўжҢҜе…ҙ еҘҪз”ҹжҖҒдәҰжңүвҖңеҘҪд»·й’ұвҖқ зӨҫдјҡиө„жң¬йҰ–ж¬ЎеҸӮдёҺж°ҙ
еҘҪз”ҹжҖҒдәҰжңүвҖңеҘҪд»·й’ұвҖқ зӨҫдјҡиө„жң¬йҰ–ж¬ЎеҸӮдёҺж°ҙ